



Yankee Aviator in SC
Well-Known Member
If you have read any of my recent posts in the Christavia build log, on one of my lasts posts there, I eluded to a bit of discussion when it came to welded vs. bolt on landing gear.
One of the more knowledgeable and experienced home builders at our field, discouraged me from attempting to change Mason's welded axel design, where the axel is welded to the end of two tubes and the mount plates that carry the shock strut end. I thought that perhaps I could use large dimension steel plates, match drill them to the forged aluminum axel stems and enjoy the ability to shim for camber and toe.
He said, "ABSOLUTELY NOT!"
He claimed that the near instantaneous forces imparted by bumps and brake applications, would impart way too much load on any welded, even a well gusseted plate to tube structure that could be contrived.
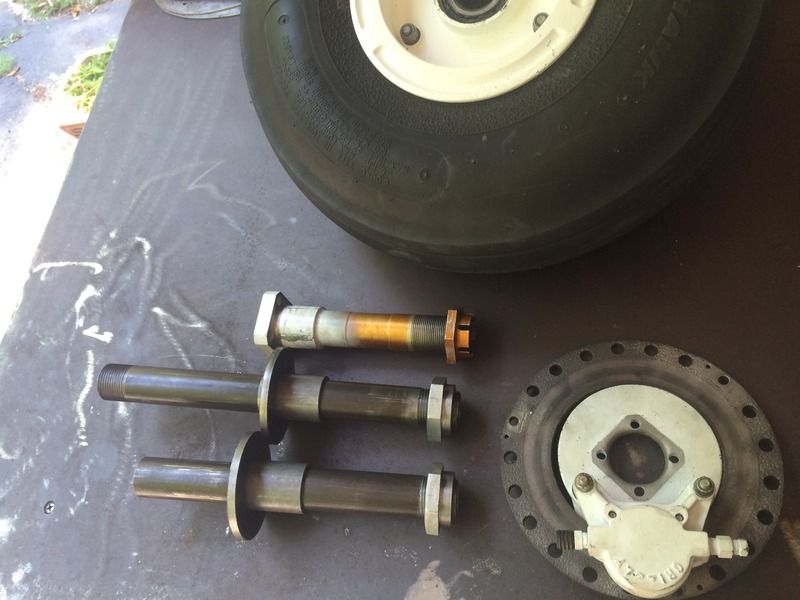
I'm still not 100% convinced. No big deal, I now have the parts. I spent the entire morning yesterday cutting, facing, threading, boring, & turning, to make up steel components, that can be used as per the plans. The only loss is that once the weld pool solidifies, camber and toe will be set and only adjustable using acetylene.
Of course none of this discussion is based in fact of material testing.
Got any input?
One of the more knowledgeable and experienced home builders at our field, discouraged me from attempting to change Mason's welded axel design, where the axel is welded to the end of two tubes and the mount plates that carry the shock strut end. I thought that perhaps I could use large dimension steel plates, match drill them to the forged aluminum axel stems and enjoy the ability to shim for camber and toe.
He said, "ABSOLUTELY NOT!"
He claimed that the near instantaneous forces imparted by bumps and brake applications, would impart way too much load on any welded, even a well gusseted plate to tube structure that could be contrived.
I'm still not 100% convinced. No big deal, I now have the parts. I spent the entire morning yesterday cutting, facing, threading, boring, & turning, to make up steel components, that can be used as per the plans. The only loss is that once the weld pool solidifies, camber and toe will be set and only adjustable using acetylene.
Of course none of this discussion is based in fact of material testing.
Got any input?
